一、基准的定义
首先我们要清楚关于基准的一些定义,根据国标GB/T1182、GB/T4249-1996、GB/T16671-1996中的定义。
基准要素:是指用来确定被测要素方向和位置的要素,在零件上用来建立基准并实际起基准作用的实际要素如一条边、一个表面或一个孔等。
基准:是用来确定生产对象上几何关系所依据的点、线、面,也就是说基准就是起始的点、线、面。
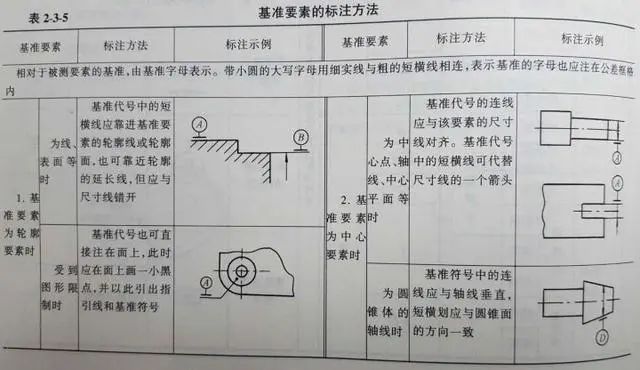
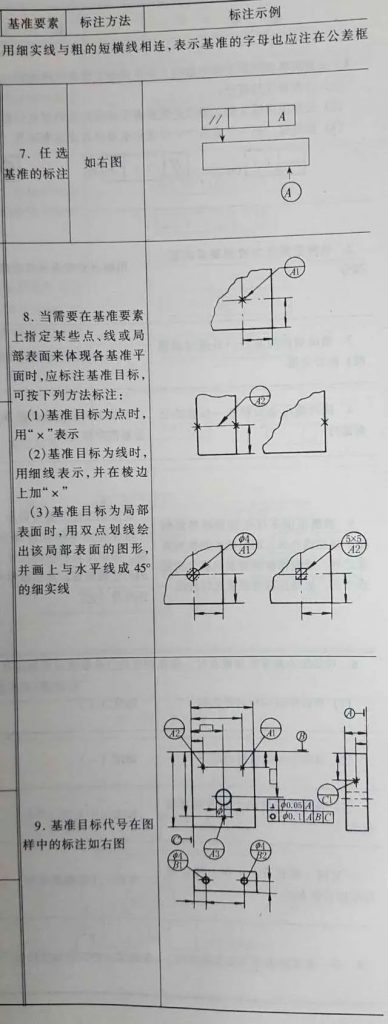
二、基准的标注方法
三、基准的应用基准是形位公差中的一个要素,如果没有基准这个要素,形位公差也就无从谈起,所以在谈基准前,我们要了解什么是形位公差。
形位公差:任何零件都是由点、线、面等要素构成,在零件的机械加工过程中,零件的实际要素总是会和理想要素存在一定的误差,而这些误差主要分为形状误差和位置误差,为了保证零件的误差在我们设计的可控范围内,我们在设计之初就会对零件标注适当的形状公差和位置公差,它们统称为形位公差。
在设计过程中,我们会根据零件的功能和作用来标注相应的形位公差,这些形位公差要在零件加工质量上保证零件装配完毕后能够达到我们预期的各种功能和精度要求,如何定义这些形位公差就是我们通常所说的设计能力,你的设计能力的高低标志之一就在于你如何把握这些形位公差的标注和保证。
现在我们可以来回答一个问题了,为什么要基准,那是因为如果没有基准,形位公差根本就无法标注,基准是形位公差的一个基础和必要要素。
如何来定义一个零件的基准,通俗一点讲,就是如何选取一个基准面,我们主要从两个方面的考虑(设计经验分享)。
1、 从装配要求的角度来考虑,你所设计的这个零件在整机装配过程中是一个什么样的结构状态,它在整机结构中起一个什么样的作用,如果要达到既定的功能要求,你需要这个零件保证什么样的加工精度,装配过程中,这个零件的安装基准是哪一个?装配流程的检测过程中,哪个位置作为基准可以让我们更好、更快的对这个零件进行装配,如果有加工不合格的形象,选取的基准面是否便于零件的二次装夹和加工,这些都是问题都是我们在设计之初就要问自己的,在放置基准面的时候就要问自己的。
2、 从机械加工的角度来考虑,对加工零件选取的基准面是否利于划线和粗加工,通常我们的加工顺序就是先加工基准面,再利用基准面进行定位来加工其它的位置,所以基准面的选取一定要考虑,当一个零件还是毛坯状态的时候,在外形结构上是不是适合先作为基准面来加工,基准面加工好了之后,是不是适合用它来作为基准面定位加工别的位置,一个要考虑定位和夹紧方式,一个要考虑加工方式(如用什么设备来加工,用什么刀具来加工),还要考虑尽可能的减少零件装夹的次数,如果零件在加工过程中仿佛的进行装夹,那这个零件的加工质量也是堪忧的,最佳的加工就是一次装夹加工成型,这样的误差是最小的,这时候零件的误差就基本上等于加工设备的误差,如果仿佛装夹的话,那装夹的误差就要比加工设备的误差大得多,甚至会因为操作者的疏忽而导致零件的加工报废,所以在选取基准的时候,要充分的考虑加工基准是否合适。
所以一个好的设计工程师,他不仅要了解零件的结构设计,还要充分的熟悉加工工艺,熟悉装配工艺,熟悉加工设备的加工能力,熟悉如何控制成本等等,这是一个对个人综合素质要求相对较高的职位,这也是为什么要成为一个真正的设计工程师需要多年积累的原因所在,因为这根本就不是涉及一个岗位的事情,而是牵涉到一个产业链的多个环节的事情。
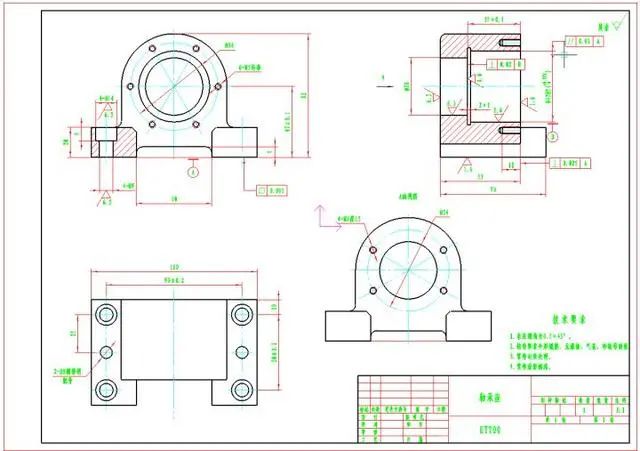
下面,我们来用一张图纸做一个基准面选取的说明。
上图是一个丝杆轴承座,就是固定丝杆一端的轴承支座,我们可以通过这个零件来说一下基准面的选取方法。
1、我们先要了解这个轴承座的装配位置和功能要求,这个轴承座是用来固定和支撑丝杆的,而丝杆是设备的一套传动系统中的主要组成部分,这个部分决定设备传动系统的可靠性和传动精度,所以这个部位的安装是一个关键性的安装。再来看这个轴承座的安装要求,主要的装配结构是丝杆装在轴承上,轴承装在轴承座里面,轴承座装在支承大件上,那就意味着,轴承孔可轴承座的固定面(与支承大件的结合面)是需要有较高的加工精度要求才能保证我们最后的丝杆传动系统的装配精度,所以我们就针对轴承孔和固定面来标注行为公差。
2、从零件的结构来分析,我们可以看到,这个零件需要用的加工设备为铣床,镗床或者加工中心就可以基本完成。包括的加工工序是铣面、镗孔,钻孔、攻丝等工序,如果有一台立式加工中心,完全可以做好整个零件,但是不能在一次装夹的情况下来完成整个零件,会牵涉到多次装夹。
3、我们首先选取轴承座与支承大件的结合面来做基准,因为这个基准便于加工的划线和基准面的初加工,同时这个也是我们装配过程中的基准面,所以以这个面为基准是非常合适的,那我们就把基准面A放在这个面上,同时我们对这个基准面有一个平面度要求0.015,因为作为别的要素的加工基准,基准面也得具有一定的形状公差要求才行,否则是无法保证的,然后我们根据装配要求,来定义轴承孔47mm相对这个面的平行度要求为0.02(为什么是这么多,以后的文章再说,今天主要说基准面的选取),然后我们更具装配要求,再以轴承孔47mm的轴线为基准B来定义轴承端面对轴线的垂直度要求为0.02,因为装配过程中,轴承是需要贴死这个端面的,当拉紧丝杆的时候,如果这个面不与轴承孔轴线垂直,就有可能让丝杆处于一个扭曲的状态,不利于丝杆的高效率、高精度传动。
4、从机械加工的角度来解释,把基准面A加工好后,以基准面A为定位面装夹轴承座,然后用镗床镗孔47mm,保证孔与基准面的平行度,然后直接用镗刀刮轴承端面,保证轴承端面相对于基准B的垂直度,然后在刮外端面相对于A的垂直度,这样主要的形位公差就可以一次装夹完成加工,这样的加工是误差最小的,因为没有装夹误差在里面,零件加工的误差通常只来自与加工设备的误差和刀具的误差以及加工变形等,而这些误差是相对较小的,比起装夹的误差来,这些误差都更为可控。
以上就是基准面的选取过程和设计注意事项,虽然有的地方说起来很简单,或者有一笔带过的省略,但是作为一个设计工程师,需要打下一个坚实的基础才能更好的做好的设计,这也就是为什么刚毕业的大学生一定要到机械加工车间和装配车间去的原因所在,去了解那些细节,去积累那些基础知识,然后才能成就你的设计梦想,因为这是你们绕不过去的坎。
 中研高科教育
中研高科教育





")