③ 三轴联动:一般分为两类,一类就是 X /Y/Z 三个直线坐标轴联动,比较多的用于数控铣床、加工中心等.另一类是除了同时控制 X /Y/Z 中两个直线坐标外,还同时控制围绕其中某一直线坐标轴旋转的旋转坐标轴。如车削加工中心,它除了纵向(Z轴)、横向(X轴)两个直线坐标轴联动外,还需同时控制围绕 Z 轴旋转的主轴(C轴)联动。
④ 四轴联动:同时控制 X /Y/Z 三个直线坐标轴与某一旋转坐标轴联动。
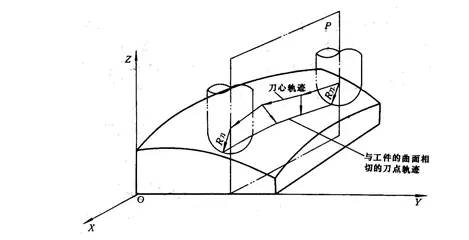
⑤ 五轴联动:除同时控制 X /Y/Z 三个育线坐标轴联动外.还同时控制围绕这这些直线坐标轴旋转的 A 、 B 、 C 坐标轴中的两个坐标轴,形成同时控制五个轴联动这时刀具可以被定在空间的任意方向.比如控制刀具同时绕 x 轴和 Y 轴两个方向摆动,使得刀具在其切削点上始终保持与被加工的轮廓曲面成法线方向,以保证被加工曲面的光滑性,提高其加工精度和加工效率,减小被加工表面的粗糙度。
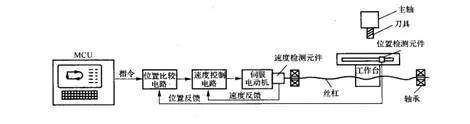
① 全闭环控制 如图所示,其位置反馈装置采用直线位移检测元件(目前一般采用光栅尺),安装在机床的床鞍部位,即直接检测机床坐标的直线位移量,通过反馈可以消除从电动机到机床床鞍的整个机械传动链中的传动误差,从而得到很高的机床静态定位精度。但是,由于在整个控制环内,许多机械传动环节的摩擦特性、刚性和间隙均为非线性,并且整个机械传动链的动态响应时间与电气响应时间相比又非常大.这为整个闭环系统的稳定性校正带来很大困难,系统的设计和调整也都相当复杂因此,这种全闭环控制方式主要用于精度要求很高的数控坐标幢床、数控精密磨床等。
② 半闭环控制 如图所示,其位置反馈采用转角检测元件(目前主要采用编码器等),直接安装在伺服电动机或丝杠端部。由于大部分机械传动环节未包括在系统闭环环路内,因此叫获得较稳定的控制特性。丝杠等机械传动误差不能通过反馈来随时校正,但是可采用软件定值补偿方法来适当提高其精度.目前,大部分数控机床采用半闭环控制方式
 中研高科教育
中研高科教育